Ausbruch mit Haltestegen und Spantiefen.
Beispiel für einen Ausbruch (Durchfräsung) mit Haltestegen in mehreren Schichten (Spantiefen) ausgefräst.
Die generelle Vorgehensweise zur Konstruktion und Berechnung der Fräswegen ist wie folgend:
1 Grafik bereitstellen (Konturen Zeichnen, Importieren, ..) .
2 Fräseroffset - Berechnung für das Ausfräswerkzeug.
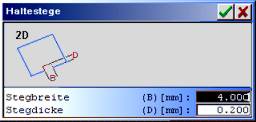
3 Haltestege eingeben.
4 Spantiefenberechnung.
5 Export der Fräsdaten.
|
1 |
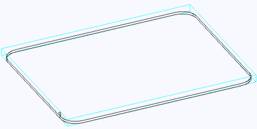
Grafik bereitstellen. Die Grafik, ein abgerundetes Rechteck, wird im Programm eingegeben. Dazu wird zunächst der Arbeitsbereich eingegeben und er Grafiklayer gewählt.
|
||||||||||||
|
1.1 |
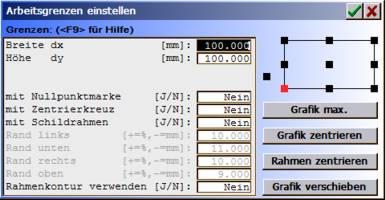
Arbeitsgrenzen festlegen.
Wählen Sie Datei . Neu und löschen eine evtl. vorhandene Arbeit. Wenn nicht automatisch angewählt, dann wählen Sie danach Layout . Grenzen. Geben Sie unter Layout . Grenzen die Arbeits - Breite = 100mm und Höhe = 100mm und Nullpunkt links unten (in der Grafik rechts) ein.
|
||||||||||||
|
1.2 |
Grafiklayer wählen.
|
||||||||||||
|
1.3 |
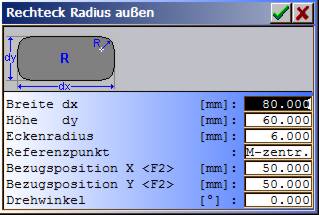
Rechteck eingeben. Im Layer #0 wird die Ausfräsung mit Eckenradius eingegeben.
Wählen Sie Zeichnen . Vieleck . Rechteck Radius außen
|
||||||||||||
|
2 |
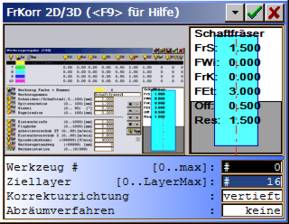
Fräseroffset - Berechnung für das Ausfräswerkzeug. Wählen Sie CAM . FrKorr2D/3D.
|
||||||||||||
|
3 |
Haltestege eingeben.
|
||||||||||||
|
3.1 |
Fräslayer wählen.
|
||||||||||||
|
3.2 |
Wählen Sie den Layer mit den berechneten Fräsdaten ( Layer #16 ) und die Funktion CAM . Haltestege. Einstellungen gem. Grafik. Klicken Sie mit dem Cursor nacheinander an der äußeren Fräskontur an die Stellen, an welcher Haltestege gesetzt werden sollen. Die Eingabe wird beendet mit der rechten Maustaste <R> oder der Taste <Esc> an der Tastatur.
|
||||||||||||
|
4 |
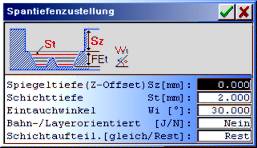
Spantiefenberechnung (Ausfräsung in Schichten.) Die Ausfräsung erfolgt mit einer Eintauchtiefe von 3,0 mm. Dies ist für viele Materialien zu tief. Um die Schichtbearbeitung zu aktivieren wählen Sie CAM . Spantiefenzustell.
|
||||||||||||
|
5 |
Export der Fräsdaten. Exportieren Sie die Fräsdaten in das Format Ihrer Maschine.
Zum Export wählen Sie bitte den Layer mit Fräsdaten. Layer mit Grafikdaten (hier Layer #0) müssen ausgeschaltet (weiß) werden.
Beispiel DIN/ISO - Export für WinPC-NC:
Wählen Sie Export . DIN/ISO.
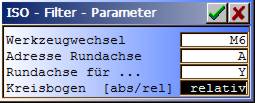
Wählen Sie im linken Fensterbereich DIN/ISO FILTER = WinPC-NC / PC-NC. Im Rechten Fensterbereich ergänzen Sie die Einstellungen (gem. Bild):
Nach OK werden Sie zur Eingabe eines Dateinamens aufgefordert und danach die Fräswege in das DIN/ISO - Format gespeichert.
Hinweis zur Parameter - Einstellung.
Für Fräsdaten welche Kreisbögen enthalten (G2, G3) muß die Kreisbogenberechnung relativ/absolut passend eingestellt sein. Sowohl WinPC-NC als auch der DIN/ISO - Exportfilter besitzen dazu eine Einstellung. Sollten Kreisbögen nicht richtig übernommen werden (häufig erkennbar an großen unsinnigen Kreisbögen in der PC-NC - Grafik, dann wechseln Sie die Einstellung entweder in PC-NC oder im DIN/ISO - Exportfilter.
|


|
Eine Beschreibung der Funktionen finden Sie im Programm unter dem Hilfsmittel [?] Programm Hilfe. |